A bonded-sand mould is formed around a pattern, then broken out after solidification. Low tooling cost, suitable for large and complex parts, appropriate for low-to-medium production volumes. Surface finish is rougher than other methods and tolerances are wider. Common alloys: A356.0, 319.0, 535.0.
Published: 2025-12-06 11:26:00
Aluminium Casting Alloys: Grades, Types & How to Source Certified Material | Nifty Alloys
By akshai • Updated 2025-12-06 11:26:00 •

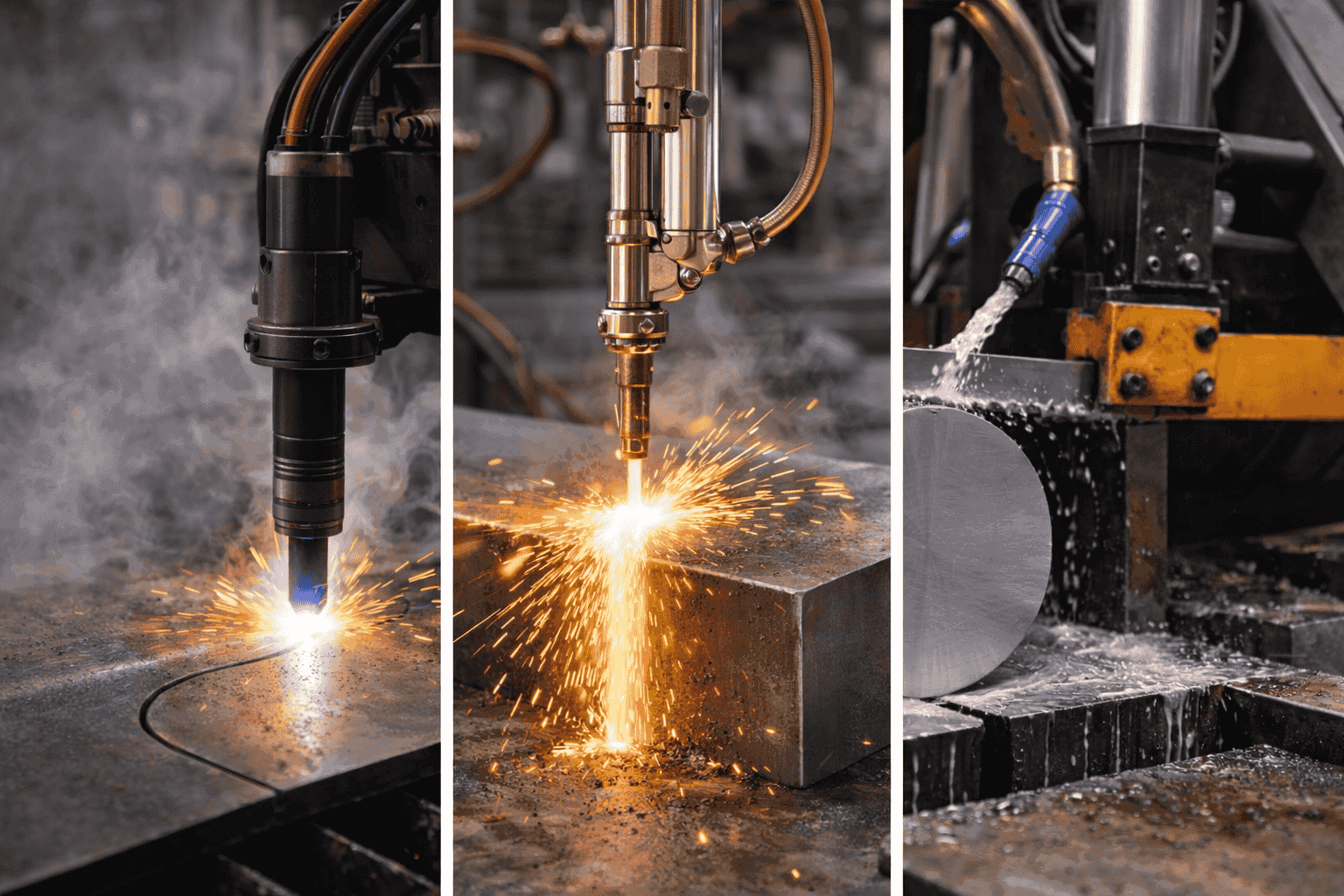
Sand Casting
Die Casting
Molten alloy is injected into a hardened steel die under high pressure (10–175 MPa). Cycle times are fast, dimensional repeatability is excellent, and thin walls (down to ~1 mm) are achievable. High initial die cost makes this viable only for large production runs. Primary alloys: A380.0, A413.0 — both chosen for superior die-fill fluidity.
Permanent Mould (Gravity Die) Casting
Reusable steel or cast-iron moulds filled by gravity. Better mechanical properties and surface finish than sand casting; lower tooling cost than pressure die casting. Typical alloys: A356.0, 319.0. Widely used for automotive wheels, pump bodies, and valve housings.
Investment (Lost-Wax) Casting
A wax pattern is ceramic-shelled, dewaxed, and filled with molten alloy. Capable of intricate detail and tight tolerances; preferred for aerospace and defence components. Typical alloys: A356.0, A357.0 — the Mg-enriched, higher-strength variant of A356.
Centrifugal Casting
The mould rotates as metal is poured; centrifugal force drives the melt outward, producing dense, low-porosity cylindrical components such as pipe flanges, rings, and bushings.
| Feature | Sand Casting | Die Casting | Permanent Mould | Investment Casting |
|---|---|---|---|---|
| Tooling Cost | Low | Very High | High | Moderate–High |
| Production Volume | Low–Medium | High | Medium–High | Low–Medium |
| Dimensional Accuracy | Fair | Excellent | Good | Excellent |
| Surface Finish | Rough | Excellent | Good | Excellent |
| Part Complexity | High | Medium | Low–Medium | Very High |
| Typical Alloys | A356, 319 | A380, A413 | A356, 319 | A356, A357 |
Table 1 — Casting process comparison. Alloy compatibility is indicative; refer to EN 1706 and ASTM B85/B26/B108 for process-specific requirements.
Common Aluminium Casting Alloy Grades
The table below covers the six grades most frequently specified in oil & gas, marine, and general engineering procurement across the UAE and GCC. All mechanical values are for as-cast or T6 condition as noted; refer to the relevant ASTM or EN 1706 datasheet for full property ranges and heat-treat specifics.
| Alloy | UNS No. | UTS (MPa) | Elong. (%) | Typical Application | Compatible Process |
|---|---|---|---|---|---|
| A356.0 | A13560 | 228–262 | 3–5 | Structural castings, automotive wheels, aerospace | Sand, Perm. Mould, Investment |
| A380.0 | A03800 | 317 | 3 | Housings, brackets, covers — high-volume parts | Die Casting |
| 319.0 | A03190 | 185–250 | 1.5–3 | Engine blocks, manifolds — elevated temp service | Sand, Perm. Mould |
| 535.0 | A05350 | 241 | 9 | Marine hardware, shock-loaded parts | Sand Casting |
| A413.0 | A14130 | 296 | 2.5 | Pressure-tight hydraulic parts, thin-wall sections | Die Casting |
| A357.0 | A13570 | 345 | 3 | Aerospace/defence structural — T6 heat treated | Investment, Perm. Mould |
Table 2 — Representative values; alloy and temper dependent. UTS based on ASTM and EN 1706 minimums. Consult MTC for lot-specific properties.
Applicable Standards: EN 1706 (Aluminium and aluminium alloys — Castings) · ASTM B26/B26M (sand castings) · ASTM B108/B108M (permanent mould) · ASTM B85/B85M (die castings). All Nifty Alloys material shipments are supported by EN 10204 3.1 Mill Test Certificates traceable to heat chemistry and mechanical tests.
Alloy Selection: Key Considerations
A356.0 — The Versatile Workhorse
A356.0 (Al-Si7Mg0.3) is the most widely specified casting alloy globally and dominates the Gulf engineering market. In T6 condition (solution treat + artificial age), UTS reaches 228–262 MPa with adequate ductility. It welds cleanly, responds well to heat treatment, and is qualified under ASTM B108 (permanent mould) and B26 (sand). For a general-purpose structural casting, A356.0 T6 is the correct starting point.
A380.0 — Optimised for Die Casting
A380.0 is the dominant alloy for high-pressure die casting worldwide. Its 8–9.5% Si content combined with 3–4% Cu gives excellent die-fill fluidity and a good as-cast UTS of ~317 MPa. It is not weldable in most applications, but for components such as gearbox housings, pump covers, and HVAC parts where welding is not required, it is the cost-optimal choice.
319.0 — Elevated Temperature Performance
The addition of 3–4% copper to a 6% Si base gives 319.0 superior strength retention at temperatures up to ~200°C, making it the preferred alloy for diesel engine blocks, intake manifolds, and compressor housings. It is castable by both sand and permanent mould.
535.0 — Marine and Shock Service
535.0 (Al-Mg6.8) contains no silicon, eliminating the brittle eutectic phase and giving the highest elongation (~9%) and toughness of any standard casting alloy. It is specified for marine hardware, deck fittings, and shock-loaded structural brackets. Corrosion resistance in seawater is notably better than Si-containing alloys.
A413.0 — Pressure-Tight Die Castings
The high silicon content (11–13%) of A413.0 gives the lowest shrinkage and highest fluidity of any aluminium die casting alloy. It is the standard choice for hydraulic cylinders, manifolds, and any die casting that must be pressure-tight.
Casting Temperature and Process Control
For all common aluminium casting alloys, the liquidus temperature falls in the range 555–615°C. Pouring temperatures are set above liquidus to maintain fluidity: typically 680–760°C (1256–1400°F) for sand and permanent mould; die casting metal temperatures are controlled tighter at 620–700°C with die surface temperatures maintained at 150–260°C.
Critical process parameters include degassing to remove dissolved hydrogen (reduces porosity), grain refinement via Ti-B additions, and modification of the Si eutectic with Na or Sr for A356, A413, A380. Each is reflected in the MTC heat-chemistry and — where applicable — in test results for Brinell hardness, UTS, and elongation.
Applications Across UAE & GCC Industries
- Oil & Gas: Valve bodies, pump casings, compressor housings — A356 T6 or 319 for pressure service. NACE MR0175 sour-service environments generally require Ni-resist or duplex alternatives.
- Marine: Propeller hubs, seawater pump impellers, deck hardware — 535.0 and C95800 (naval aluminium bronze) are preferred where seawater corrosion is the primary concern.
- Petrochemical & Power: Heat exchanger end-caps, flange adaptors — A356 permanent mould with 100% radiographic inspection where specified.
- Heavy Engineering & Construction: Structural brackets, machinery housings — A380 die castings for high volume; A356 sand castings for bespoke or oversized components.
- Aerospace & Defence: Flight-critical brackets and structural castings — A357 T6 investment castings to AMS 2771 heat treatment and AMS-STD-2175 inspection.
Related Material Guides — Nifty Alloys Technical Library
Aluminium castings frequently work alongside, or are compared against, other engineering materials. For selection guidance, refer to these Nifty Alloys technical resources:
→ Phosphor Bronze vs Aluminium Bronze Covers C95800 NAB vs C90700 for marine and subsea applications — key for pump and propeller material selection.
→ Tool Steel Hardness (HRC) Guide Relevant for tooling and die material selection in casting tooling applications.
→ Aluminium Product Range — Nifty Alloys Stock Current stock of certified aluminium alloys, bars, plates, and profiles held in Dubai for fast despatch across the GCC.
Conclusion
Selecting the right aluminium casting alloy is as important as selecting the casting process itself. The difference between an A356 T6 sand casting and an A380 die casting is not just metallurgical — it affects your certification path, your MTC obligations, the heat treatment route, and ultimately the supply lead time and cost.
Nifty Alloys LLC holds stock of certified aluminium alloys in Dubai, supplied with full EN 10204 3.1 MTCs and traceable to EN 1706 and ASTM specifications. Whether you require material for a bespoke foundry order or certified bar/plate stock for machined casting inserts, our technical team can support your procurement from specification through to delivery across the UAE and GCC.






























Ras Al Khor Ind. Area-2, Dubai United Arab Emirtates
+971 565450916
